




FALLSTUDIEN
19. Mai 2018
KUNDENSPEZIFISCHE BEFESTIGUNG STATIONÄR
Lage
Ein Automobilkunde kontaktierte PML-PAL Engineering und gab bekannt, dass er derzeit ein bestimmtes Teil herstellt, indem er drei Fräsvorgänge auf drei Maschinen durchführt, um jeweils ein Teil herzustellen. Die Gesamtbetriebszeit für jedes Werkstück betrug etwa 12 Minuten, einschließlich manuellem Be- und Entladen und manuellem Einrichten auf jeder Maschine. Der Kunde bat um Hilfe bei der Rationalisierung seiner Produktion.
Lösung
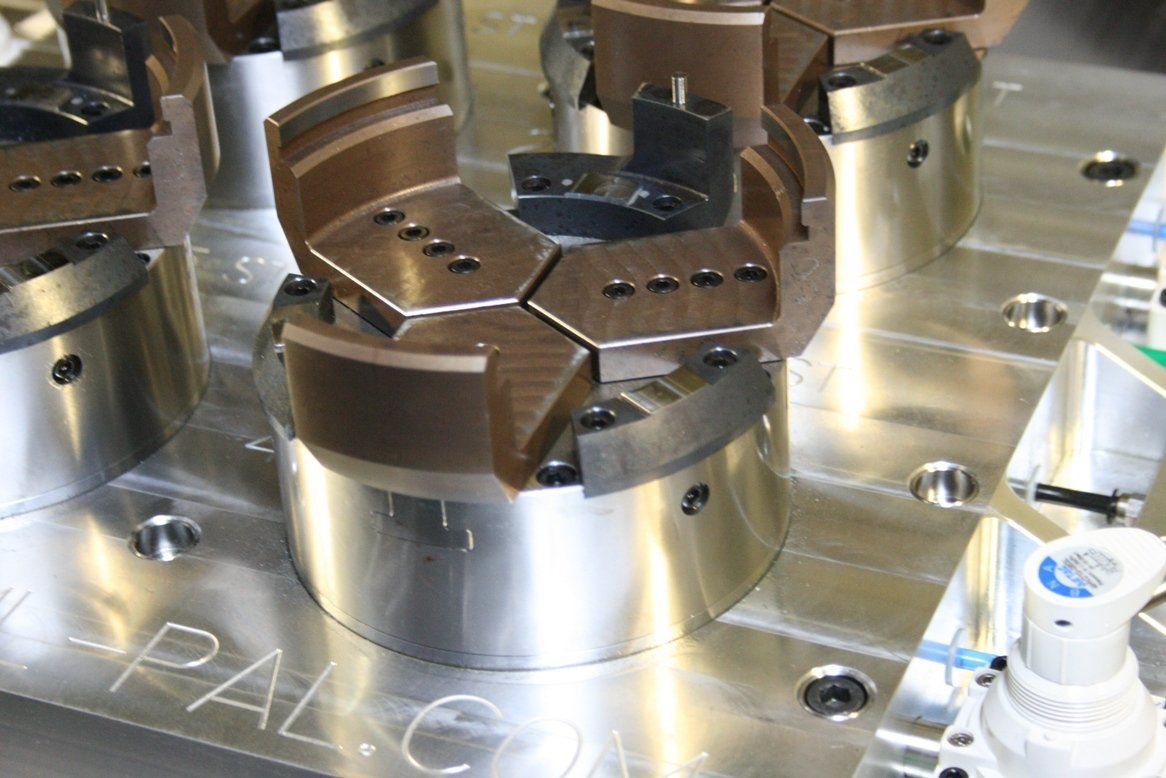
PML-PAL arbeitete eng mit dem Kunden zusammen, um angesichts einiger Einschränkungen in der Arbeitsumgebung eine annehmbare Lösung zu finden. Wir haben eine Aluminiumhalterung entwickelt
Aufnahme von vier stationären Präzisions-Luftspannfuttern Typ 150-3-2.5 ST. Jedes Spannfutter enthält drei kundenspezifische Backen, Höhenanschläge und einen Orientierungsstift. Jedes Futter hat sein eigenes
Betriebsluftventil zum schnellen Spannen und Lösen. Jedes Spannfutter verfügt außerdem über ein Sicherheitsluftventil für den Fall einer Unterbrechung der Luftzufuhr (weitere Informationen finden Sie unter @

Ergebnisse
Der Kunde installierte die Vorrichtung mühelos auf seinem CNC-Bearbeitungszentrum. Jetzt bearbeitet die Maschine vier Werkstücke gleichzeitig. Es ist einfach zu laden, auszurichten und zu entladen
die Teile auf jedem Spannfutter. Alle Operationen werden auf einer Maschine durchgeführt. Fazit….die Zykluszeit beträgt jetzt weniger als 8 Minuten für vier (4) Werkstücke von 48 Minuten,
Einsparungen von über 80 %.

Clip der benutzerdefinierten Vorrichtung