




SOLUCIONES ÚNICAS
11 de junio de 2018
PROCESO DE FABRICACIÓN DEL CUERPO DEL PLATO
¿Cómo se fabrica un mandril utilizando otro mandril neumático de alta precisión?
Este estudio de caso único ilustra una situación real en una configuración de mecanizado donde una pieza de trabajo grande se mecaniza de manera eficiente: rápido con un mínimo de abrazaderas. Demostraremos cómo se fabrica un cuerpo de mandril de 350 mm usando otro mandril neumático de alta precisión de 200 mm para sujetarlo (200-3-2.5 ST) mientras se fresa. La pieza de trabajo grande que se muestra a continuación se transformará en un cuerpo de mandril utilizando la menor cantidad de abrazaderas posible y en el menor tiempo posible. Las fotos a continuación ilustran el proceso junto con el sistema de sujeción.


1. Materia prima grande esperando en el piso para ser transformada en un cuerpo de mandril neumático de precisión

2. La pieza de trabajo está preparada para la primera operación.
El fondo está fresado para ser sujetado por un mandril de aire desde el diámetro interior.

3. Mandril neumático de precisión estacionario de 200 mm con mordazas fresadas para adaptarse a la pieza de trabajo anterior.
Como notamos, vamos a sujetar la pieza de trabajo desde el diámetro interior.

4. La pieza de trabajo se sujeta fácilmente en el mandril neumático. La fuerza de agarre es de 2800kN.

5. La pieza de trabajo se fresa sin ningún obstáculo a su alrededor.

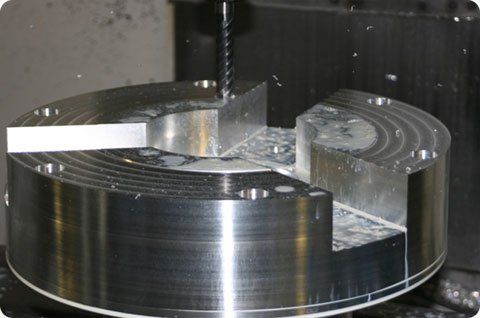
6. El mandril de aire de precisión en la parte inferior crea un entorno libre de obstáculos arriba y abajo.
alrededor de la pieza de trabajo.

7. Este es el final de la primera operación. La pieza de trabajo se realiza en la parte superior y
diámetro externo.

8. La pieza de trabajo se desmonta sin esfuerzo y se vuelve a colocar en el suelo.

9. La siguiente pieza de trabajo se montará en el mandril de la misma manera. No es necesario centrarlo
otra vez. La precisión es de 0,002 mm.
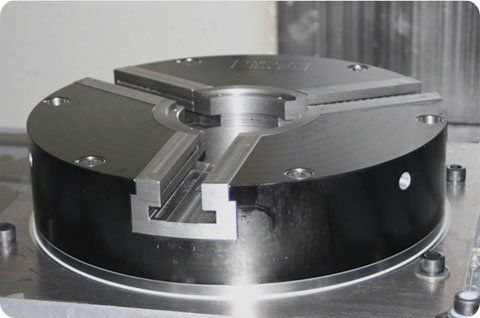
10. Antes de la segunda operación, preparamos el sistema de sujeción adecuadamente. el mandril
permanece montado en la máquina. Retiramos las mordazas de primera operación, e instalamos otra
conjunto de mandíbulas. Luego muélalos para que se ajusten al otro lado del cuerpo del mandril para la segunda operación como
ilustrado a continuación. De nuevo, sujetando desde el diámetro interior.

11. El cuerpo del mandril se monta instantáneamente y está listo para mecanizarse.

12. Casi listo…..

13. Como se ha notado, no hay obstáculos alrededor del portabrocas para un funcionamiento suave.

14. Ahora la segunda operación está hecha.

15. El operador desmonta el cuerpo del mandril.


16. El cuerpo del portabrocas vuelve a estar en el suelo.

17. Como se notó, el cuerpo del mandril está hecho de material de aluminio que atraviesa duro
proceso de anodizado recubierto de negro.
Hemos decidido utilizar un cuerpo de aluminio para reducir una cantidad sustancial de carga.
del peso total del mandril. El peso del mandril de aluminio es sustancialmente más ligero que
mandril de acero inoxidable equivalente.
18. Usamos insertos de fundición de hierro y otros materiales endurecidos para las piezas de trabajo.

19. Este es el producto final desde diferentes ángulos.



20. El pequeño es un mandril de precisión para manejo de materiales con mini pinzas de 37 mm de diámetro.