CASE STUDIES

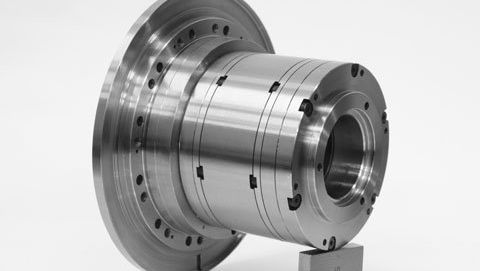
This case study shows that a customer may choose to design and
build his/her own custom made fixture...

This is a small workpiece 7.5mm long by 7mm diameter. In the production plan, it was directed to...
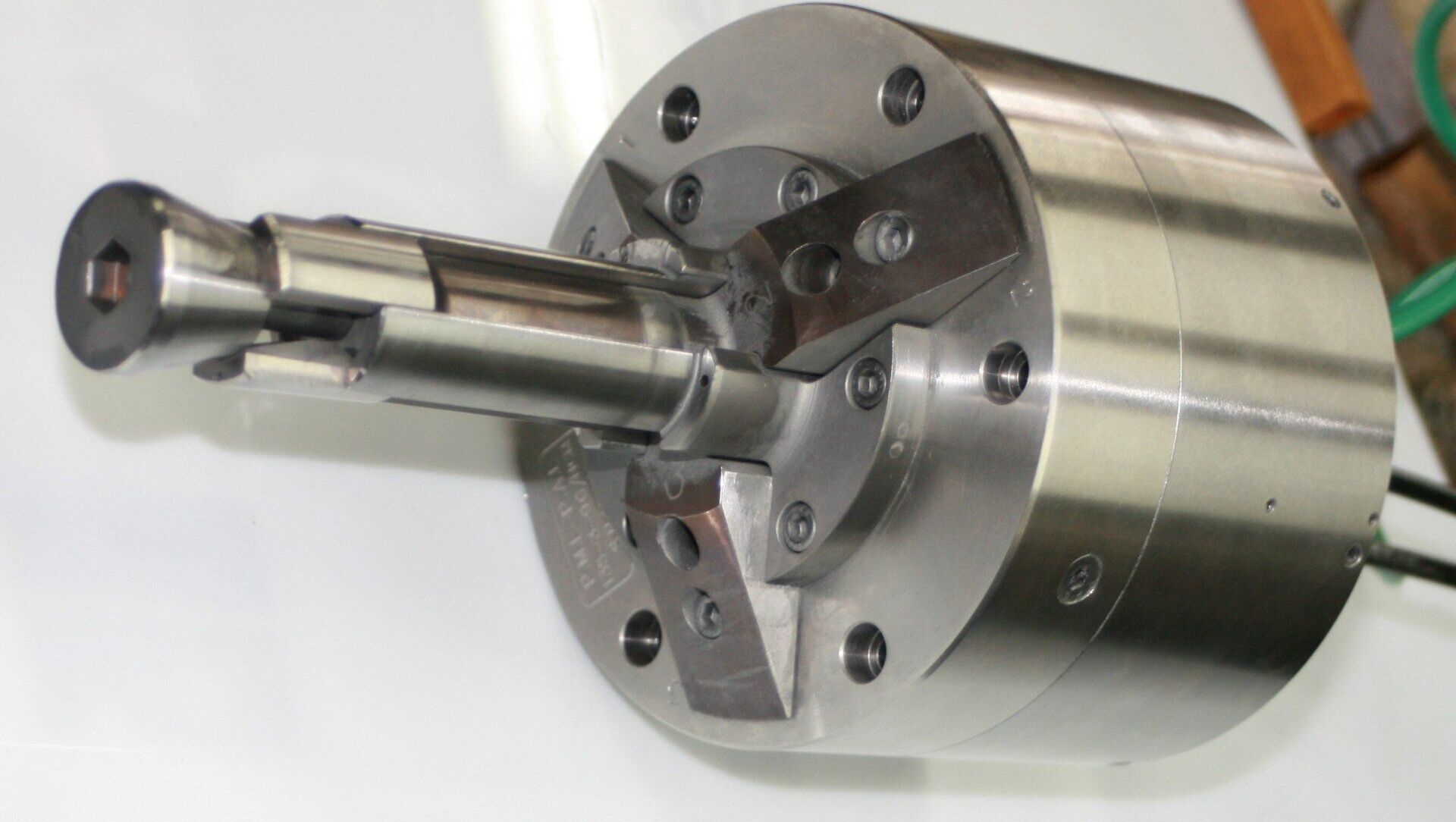
This case study shows that a customer may choose to design and
build his/her own custom made fixture...
This is a small workpiece 7.5mm long by 7mm diameter. In the production plan, it was directed to...